1 薄壁零件铣加工受力分析
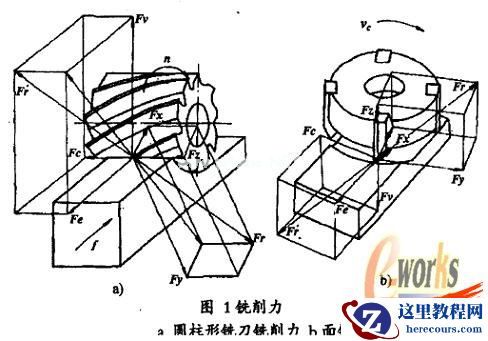
盒体薄壁零件加工通常采用铣削的加工方式,因此。我们主要分析讨论铣削时工件的受力情况。铣削时刀具和工件的受力情况如图1所示。铣刀的每一个刀齿相当于一把车刀,它的切削基本规律与车削相似。但铣削是断续切削,每个工作刀齿都受到切削力,铣削合力应是各刀齿所受切削力相加。由于每个工作刀齿的切削位置和切削面积随时在变化,为了便于分析,一般假定铣削力的合力作用在某个刀齿上,并将铣削合力分解为三个互相垂直的分力,如图的Fy、Fx和Fz.其中行是在铣向上的分力,消耗功率最多,是主切削力。
作用在工件上的切削合力应与铣刀受到的合力大小相等,方向相反。一般按机床工作台运动方向分解为三个互相垂直的分力,如图中的纵向分力Fe、横向分力Fc和垂直分力Fv。在薄壁零件加工中我们主要关心垂直分力Fv对工件产生的变形情况:如在铝合金盒体零件加工中,采用立铣刀顺铣的加工方式,加工内腔和外形,由于垂直分力FW的作用,将使被加工表面沿受力方向发生弹性变形,刚度最差的地方,工件变形最大,Fv消失后,在弹性力的作用下恢复变形,其结果盒体零件表现为内腔尺寸偏小;在铝合金平板类零件的加工中,垂直分力Fv作用在加工表面上,由于工件反面同时受到夹具支撑力的作用,没有产生较大的变形,但在工件表面留下了加工应力,装夹力去除后,薄壁工件在残余应力的作用下,使工件产生变形。
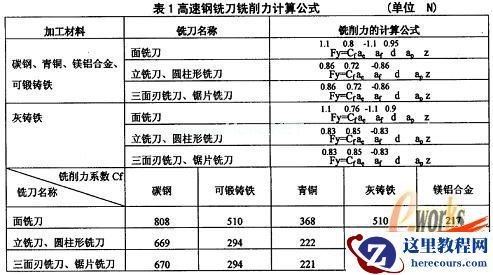
铣削时,Fe、Fc和Fv与主切削力抑之间有一定的比例关系,因此,求出主切削力之后,便可以计算出Fe, Fc和Fv。














